Servoprensa con bastidor unitario DSF-N2 Doble biela, de 110 a 300 toneladas


Información de prensa
Información y Descripción General de la Prensa
Prensa con bastidor unitario de punto doble equipada con servo motor de accionamiento directo DSF
- Mismo tren impulsor mecánico de la prensa mecánica NS2, probada y verificada
- AIDA HOLP
- Sistema de administración de energía ECO
- Servomotores de accionamiento directo AIDA DSF
La servoprensa con bastidores unitarios de accionamiento directo AIDA DSF-N2 combina el diseño mecánico exitoso de la prensa mecánica con bastidor unitario serie NS2 con el servo de accionamiento directo DSF de AIDA. Esto combina la rigidez de un bastidor unitario con la flexibilidad del movimiento servo programable libremente.
Solicite más informaciónCaracterísticas de la prensa
Estructura de AIDA DSF-N2
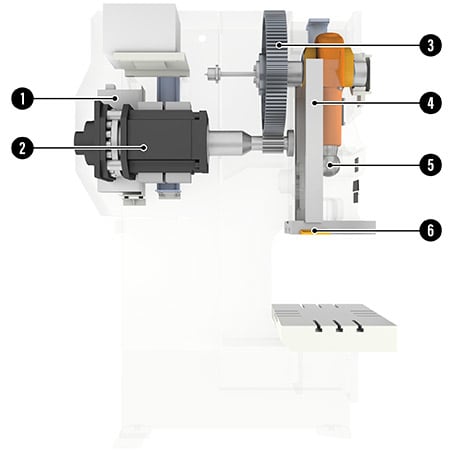
- Sistema de administración de energía de prensa servo E.C.O.
![Sistema de administración de energía de la prensa servo E.C.O.]()
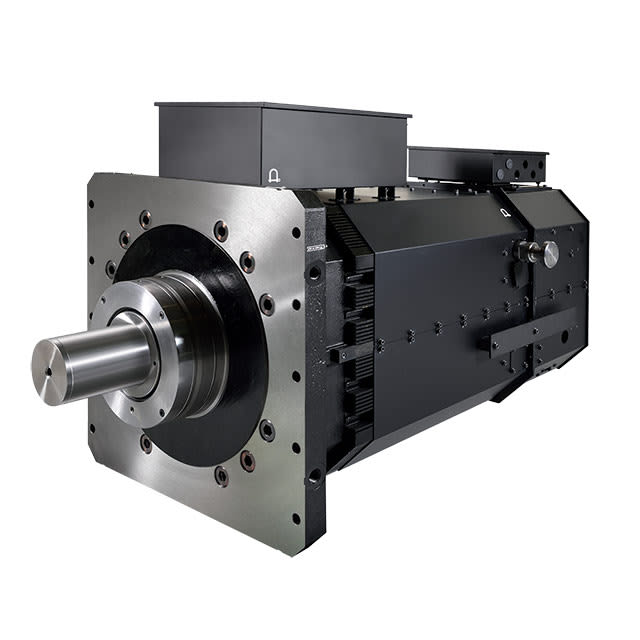
- Servo motor AIDA
![Servo motor AIDA para prensas de estampado]()
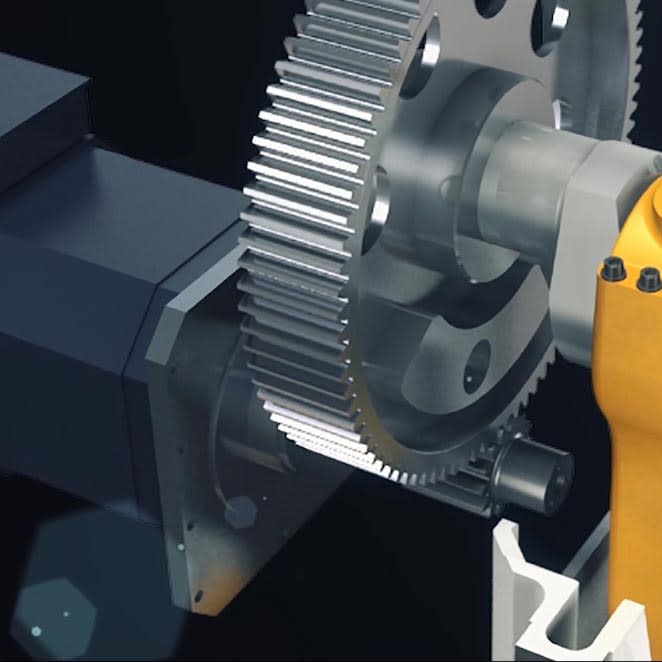
- Piñón endurecido y a tierra y engranaje principal a tierra
![Engranaje principal de tierra AIDA]()
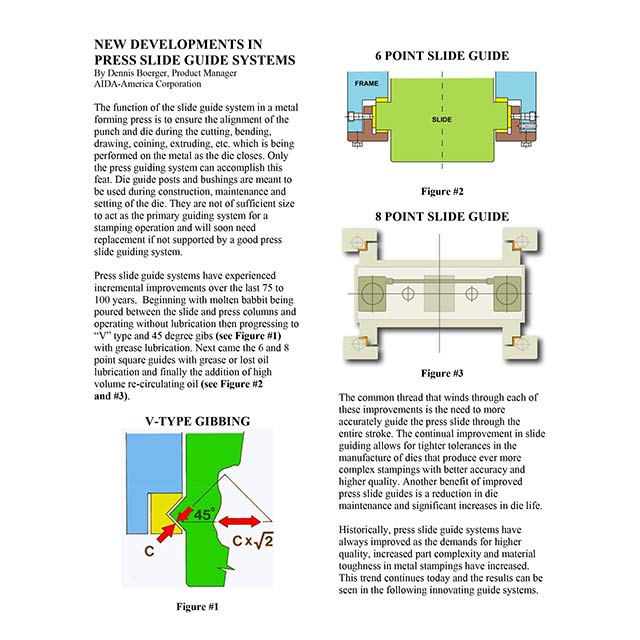
- Sistema de guías de corredera de 6 puntos
![Sistema de guías de corredera de 6 puntos]()
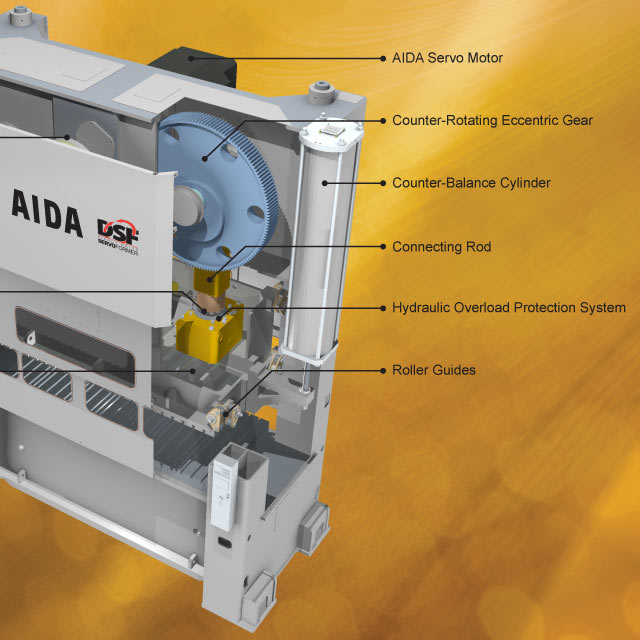
- Sistema de protección contra sobrecarga hidráulica (HOLP)
![Sistema de protección contra sobrecarga hidráulica (HOLP) de AIDA]()
- Sistema de lubricación con aceite de recirculación
![Sistema de lubricación con aceite de recirculación]()
Sistema de guías de corredera de 6 puntos
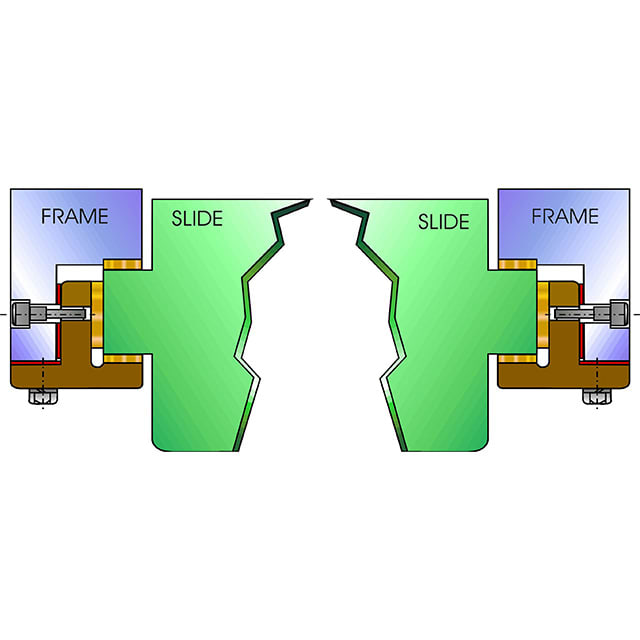 Sistema de guías de corredera simple pero eficaz para prensas de estampado
Sistema de guías de corredera simple pero eficaz para prensas de estampadoLas guías extralargas con extensiones en la corredera minimizan la "inclinación" de esta dentro de las guías y proporcionan un guiado superior para cargas descentradas en comparación con el estándar de la industria
Servo motores AIDA
 Los servomotores más poderosos disponibles para prensas de estampado
Los servomotores más poderosos disponibles para prensas de estampadoImpulsamos las prensas servo líderes de la industria. Alta torsión de baja velocidad, fabricada específicamente para aplicaciones de prensa de estampado que utilizan un diseño estándar de tren propulsor de prensa
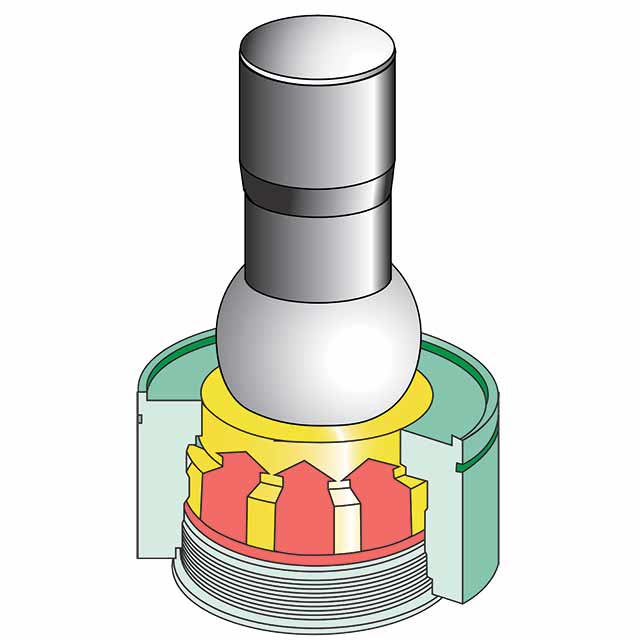
Conexiones de bola y conector
 El diseño mejorado en comparación con las conexiones de perno
El diseño mejorado en comparación con las conexiones de pernoElimine uno de los mayores costos de mantenimiento de una prensa de estampado: las conexiones de perno en la corredera
Sistema de tren motriz de alta precisión
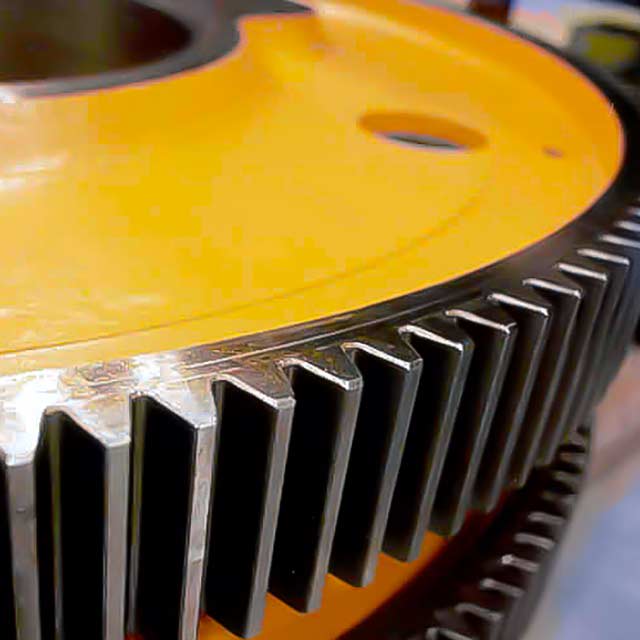 Utiliza piñón endurecido y rectificado y engranajes principales
Utiliza piñón endurecido y rectificado y engranajes principalesProporciona una holgura mínima de la industria que resulta en una precisión de prensa mejorada. El piñón endurecido integrado minimiza los diámetros de los engranajes requeridos y la inercia del tren impulsor relacionada.
HOLP
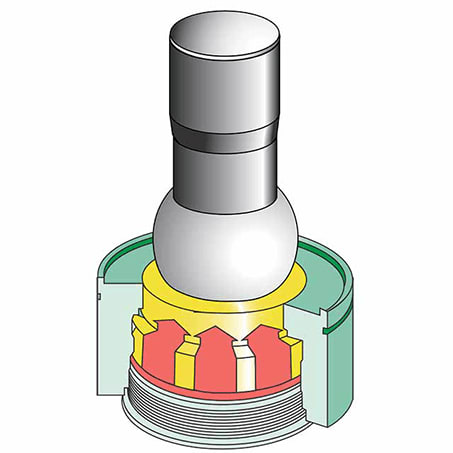 El sistema de protección contra sobrecarga hidráulica
El sistema de protección contra sobrecarga hidráulicaTecnología de prensa de estampado de AIDA - El sistema de protección más rápido de la industria. Cuando se produce una sobrecarga, el aceite evacúa 360 grados alrededor del asiento de bola con una resistencia mínima al flujo de aceite en comparación con los sistemas convencionales
Sistema de lubricación de aceite de recirculación
 Proporciona aceite limpio en cantidades medidas a todos los puntos de rodamiento
Proporciona aceite limpio en cantidades medidas a todos los puntos de rodamientoEl aceite de todos los puntos de lubricación se captura, filtra y recircula. Los puntos de rodamientos se monitorean para garantizar que reciban la cantidad correcta de aceite.
Características de control de la prensa servo
Control de servoprensa basado en Mitsubishi
 Servo Press Control Platform
Servo Press Control PlatformProporciona funcionalidad completa a un precio asequible. Mitsubishi PLC con controlador de movimiento AIDA para un control preciso de su servoprensa.
Más información sobre control de servoprensa basado en MitsubishiControl tipo perilla CNC
 Tipo de montaje en T
Tipo de montaje en T Control preciso de su servoprensa en la punta de sus dedos. La respuesta a las operaciones de preparación y prueba de troqueles. La alimentación escalonada permite a los usuarios operar la prensa a menos de 1 spm.
Más información sobre el control tipo perilla CNCOptimización y conservación de energía
El sistema de administración de energía de servoprensa más eficiente. Almacena energía de manera eficiente en un sistema de condensadores de larga vida útil (calificado durante más de 20 años) para optimizar el consumo de energía.
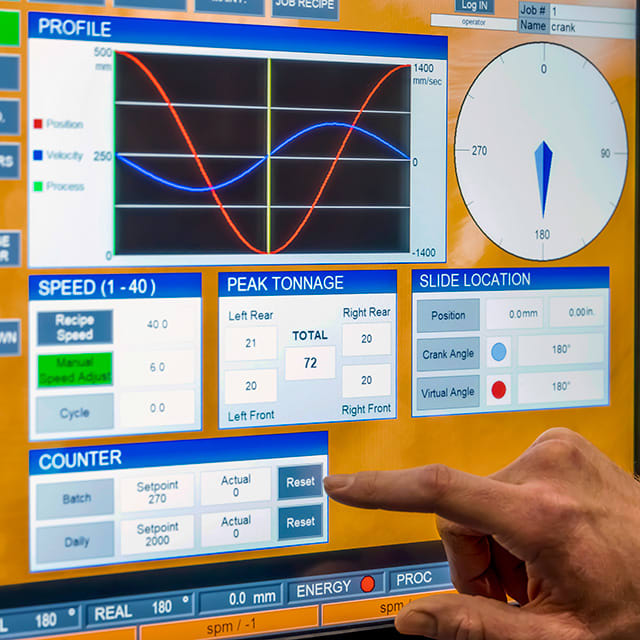
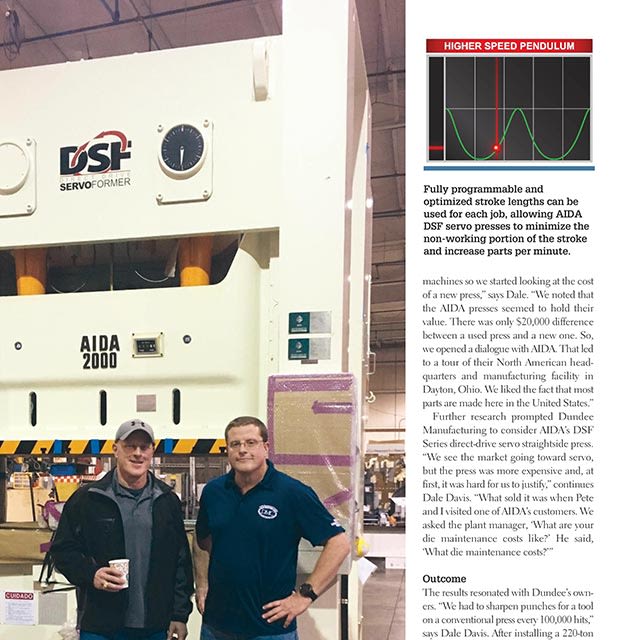
Más información sobre el sistema para optimización y conservación de energíaPerfiles programable
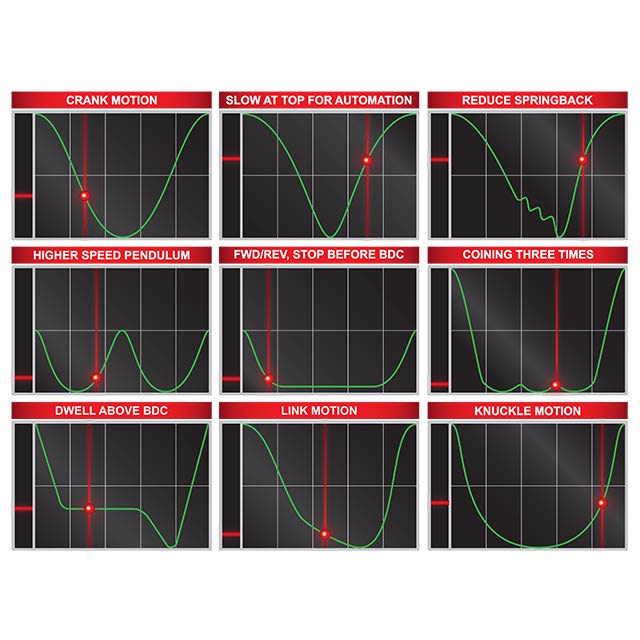 Control Completo de Posición, Velocidad, Permanencia y Más
Control Completo de Posición, Velocidad, Permanencia y MásModo de movimiento optimizado del carro de la prensa servo maximiza la productividad del estampado de metal y mejora la calidad de las piezas.
Especificaciones de la prensas
Especificaciones de la servoprensa DSF-N2
| 110 toneladas | 160 toneladas |
| 200 toneladas | 250 toneladas |
| 300 toneladas | Especificaciones PDF |
| 110 - 300 toneladas | Especificaciones PDF |
Especificaciones de servo prensa de bastidor unitario de 110 toneladas DSF-N2-1100
| MODELOS DSF-N2 | |||||
| Datos Técnicos | Unidad | DSF-N2-1100 | |||
| Capacidad de Tonelaje | kN | 1100 | |||
| U.S. Ton | 121 | ||||
| Límite de capacidad (por arriba del punto muerto inferior) | mm | 5.0 | |||
| in. | 0.197 | ||||
| Energía de Trabajo | J | 6000 | |||
| in-U.S. Ton | 27 | ||||
| Longitud de Golpe (máximo) | mm | 180 | |||
| in. | 7.09 | ||||
| GPM @ Golpe Completo (sin carga) | spm | 1 - 70 | |||
| Longitud de Golpe, Totalmente Ajustable (contacte a AIDA para más ejemplos) | mm | 50 | 75 | 100 | 125 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | |
| GPM @ Longitud de Golpe Arriba | spm | 115 | 100 | 90 | 80 |
| Altura de Troquel (SDAU) | mm | 400 | |||
| in. | 15.75 | ||||
| Ajuste de Corredera | mm | 90 | |||
| in. | 3.54 | ||||
| Área de la Corredera (largo x ancho) | mm | 1360 x 520 | |||
| in. | 53.5 x 20.5 | ||||
| Área de la Mesa (LR x FB) | mm | 1660 x 680 | |||
| in. | 65.4 x 26.8 | ||||
| Grosor de la Mesa | mm | 155 | |||
| in. | 6.1 | ||||
| Apertura lateral ** | mm | 700 x 440 (430) | |||
| in. | 27.6 x 17.3 (16.9) | ||||
| Peso Máximo de la Parte Superior del Troquel | kg | 550 | |||
| lbs. | 1213 | ||||
| Capacidad del Motor Principal | kW | 40 | |||
| hp | 55 | ||||
| Fuente de Alimentación | kVA | 26 | |||
| Presión de Aire | MPa | 0.5 | |||
| psi | 73 | ||||
| Posición del perno de cimentación (largo x ancho) | mm | 2090 x 1200 | |||
| in. | 82.3 x 47.2 | ||||
| Dimensión de la Apertura de la Cama (largo x ancho) | mm | 1480 x 350 | |||
| in. | 58.3 x 13.8 | ||||
| Dimensión del Interior del Bastidor | mm | 1730 | |||
| in. | 68.1 | ||||
| Del Pie de la Prensa a la Mesa (sin bases) | mm | 900 | |||
| in. | 35.4 | ||||
| Dimensiones Generales (largo x ancho) | mm | 2515 x 2605 | |||
| in. | 99.0 x 102.6 | ||||
| Altura Gral. Aprox. (sin bases) | mm | 3080 | |||
| in. | 121 | ||||
| * Las dimensiones se muestran en pulgadas redondeadas al décimo más cercano. ** Las dimensiones entre paréntesis ( ) muestran la altura por encima de la mesa. | |||||
Especificaciones de servo prensa de bastidor unitario de 160 toneladas DSF-N2-1600
| MODELOS DSF-N2 | |||||
| Datos Técnicos | Unidad | DSF-N2-1600 | |||
| Capacidad de Tonelaje | kN | 1600 | |||
| U.S. Ton | 176 | ||||
| Límite de capacidad (por arriba del punto muerto inferior) | mm | 6.0 | |||
| in. | 0.236 | ||||
| Energía de Trabajo | J | 9600 | |||
| in-U.S. Ton | 42 | ||||
| Longitud de Golpe (máximo) | mm | 200 | |||
| in. | 7.87 | ||||
| GPM @ Golpe Completo (sin carga) | spm | 1 - 60 | |||
| Longitud de Golpe, Totalmente Ajustable (contacte a AIDA para más ejemplos) | mm | 50 | 75 | 100 | 125 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | |
| GPM @ Longitud de Golpe Arriba | spm | 110 | 97 | 88 | 78 |
| Altura de Troquel (SDAU) | mm | 450 | |||
| in. | 17.72 | ||||
| Ajuste de Corredera | mm | 100 | |||
| in. | 3.94 | ||||
| Área de la Corredera (largo x ancho) | mm | 1500 x 580 | |||
| in. | 59.1 x 22.8 | ||||
| Área de la Mesa (LR x FB) | mm | 1800 x 760 | |||
| in. | 70.9 x 29.9 | ||||
| Grosor de la Mesa | mm | 165 | |||
| in. | 6.5 | ||||
| Apertura lateral ** | mm | 780 x 480 (470) | |||
| in. | 30.7 x 18.9 (18.5) | ||||
| Peso Máximo de la Parte Superior del Troquel | kg | 800 | |||
| lbs. | 1764 | ||||
| Capacidad del Motor Principal | kW | 55 | |||
| hp | 75 | ||||
| Fuente de Alimentación | kVA | 35 | |||
| Presión de Aire | MPa | 0.5 | |||
| psi | 73 | ||||
| Posición del perno de cimentación (largo x ancho) | mm | 2270 x 1300 | |||
| in. | 89.4 x 51.2 | ||||
| Dimensión de la Apertura de la Cama (largo x ancho) | mm | 1600 x 380 | |||
| in. | 63.0 x 15.0 | ||||
| Dimensión del Interior del Bastidor | mm | 1910 | |||
| in. | 75.2 | ||||
| Del Pie de la Prensa a la Mesa (sin bases) | mm | 900 | |||
| in. | 35.4 | ||||
| Dimensiones Generales (largo x ancho) | mm | 2695 x 2805 | |||
| in. | 106.1 x 110.4 | ||||
| Altura Gral. Aprox. (sin bases) | mm | 3340 | |||
| in. | 131 | ||||
| * Las dimensiones se muestran en pulgadas redondeadas al décimo más cercano. ** Las dimensiones entre paréntesis ( ) muestran la altura por encima de la mesa. | |||||
Especificaciones de servo prensa de bastidor unitario de 200 toneladas DSF-N2-2000
| MODELOS DSF-N2 | |||||
| Datos Técnicos | Unidad | DSF-N2-2000 | |||
| Capacidad de Tonelaje | kN | 2000 | |||
| U.S. Ton | 220 | ||||
| Límite de capacidad (por arriba del punto muerto inferior) | mm | 7.0 | |||
| in. | 0.276 | ||||
| Energía de Trabajo | J | 16500 | |||
| in-U.S. Ton | 73 | ||||
| Longitud de Golpe (máximo) | mm | 250 | |||
| in. | 9.84 | ||||
| GPM @ Golpe Completo (sin carga) | spm | 1 - 50 | |||
| Longitud de Golpe, Totalmente Ajustable (contacte a AIDA para más ejemplos) | mm | 50 | 75 | 100 | 125 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | |
| GPM @ Longitud de Golpe Arriba | spm | 105 | 92 | 82 | 75 |
| Altura de Troquel (SDAU) | mm | 500 | |||
| in. | 19.68 | ||||
| Ajuste de Corredera | mm | 110 | |||
| in. | 4.33 | ||||
| Área de la Corredera (largo x ancho) | mm | 1850 x 650 | |||
| in. | 72.8 x 25.6 | ||||
| Área de la Mesa (LR x FB) | mm | 2150 x 840 | |||
| in. | 84.6 x 33.1 | ||||
| Grosor de la Mesa | mm | 170 | |||
| in. | 6.7 | ||||
| Apertura lateral ** | mm | 860 x 520 (510) | |||
| in. | 33.9 x 20.5 (20.1) | ||||
| Peso Máximo de la Parte Superior del Troquel | kg | 1200 | |||
| lbs. | 2646 | ||||
| Capacidad del Motor Principal | kW | 120 | |||
| hp | 160 | ||||
| Fuente de Alimentación | kVA | 43 | |||
| Presión de Aire | MPa | 0.5 | |||
| psi | 73 | ||||
| Posición del perno de cimentación (largo x ancho) | mm | 2620 x 1400 | |||
| in. | 103.1 x 55.1 | ||||
| Dimensión de la Apertura de la Cama (largo x ancho) | mm | 1900 x 460 | |||
| in. | 74.8 x 18.1 | ||||
| Dimensión del Interior del Bastidor | mm | 2050 | |||
| in. | 80.7 | ||||
| Del Pie de la Prensa a la Mesa (sin bases) | mm | 1000 | |||
| in. | 39.4 | ||||
| Dimensiones Generales (largo x ancho) | mm | 2960 x 2905 | |||
| in. | 116.5 x 114.4 | ||||
| Altura Gral. Aprox. (sin bases) | mm | 3730 | |||
| in. | 147 | ||||
| * Las dimensiones se muestran en pulgadas redondeadas al décimo más cercano. ** Las dimensiones entre paréntesis ( ) muestran la altura por encima de la mesa. | |||||
Especificaciones de servo prensa de bastidor unitario de 250 toneladas DSF-N2-2500
| MODELOS DSF-N2 | ||||||
| Datos Técnicos | Unidad | DSF-N2-2500 | ||||
| Capacidad de Tonelaje | kN | 2500 | ||||
| U.S. Ton | 275 | |||||
| Límite de capacidad (por arriba del punto muerto inferior) | mm | 7.0 | ||||
| in. | 0.276 | |||||
| Energía de Trabajo | J | 28000 | ||||
| in-U.S. Ton | 124 | |||||
| Longitud de Golpe (máximo) | mm | 280 | ||||
| in. | 11.02 | |||||
| GPM @ Golpe Completo (sin carga) | spm | 1 - 40 | ||||
| Longitud de Golpe, Totalmente Ajustable (contacte a AIDA para más ejemplos) | mm | 50 | 75 | 100 | 125 | 150 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | 5.9 | |
| GPM @ Longitud de Golpe Arriba | spm | 96 | 84 | 75 | 68 | 61 |
| Altura de Troquel (SDAU) | mm | 550 | ||||
| in. | 21.65 | |||||
| Ajuste de Corredera | mm | 120 | ||||
| in. | 4.72 | |||||
| Área de la Corredera (largo x ancho) | mm | 2100 x 700 | ||||
| in. | 82.7 x 27.6 | |||||
| Área de la Mesa (LR x FB) | mm | 2400 x 920 | ||||
| in. | 94.5 x 36.2 | |||||
| Grosor de la Mesa | mm | 180 | ||||
| in. | 7.1 | |||||
| Apertura lateral ** | mm | 940 x 560 (550) | ||||
| in. | 37.0 x 22.0 (21.7) | |||||
| Peso Máximo de la Parte Superior del Troquel | kg | 1650 | ||||
| lbs. | 3638 | |||||
| Capacidad del Motor Principal | kW | 120 | ||||
| hp | 160 | |||||
| Fuente de Alimentación | kVA | 61 | ||||
| Presión de Aire | MPa | 0.5 | ||||
| psi | 73 | |||||
| Posición del perno de cimentación (largo x ancho) | mm | 2920 x 1500 | ||||
| in. | 115.0 x 59.1 | |||||
| Dimensión de la Apertura de la Cama (largo x ancho) | mm | 2200 x 480 | ||||
| in. | 86.6 x 18.9 | |||||
| Dimensión del Interior del Bastidor | mm | 2520 | ||||
| in. | 99.2 | |||||
| Del Pie de la Prensa a la Mesa (sin bases) | mm | 1100 | ||||
| in. | 43.3 | |||||
| Dimensiones Generales (largo x ancho) | mm | 3255 x 3245 | ||||
| in. | 128.1 x 127.8 | |||||
| Altura Gral. Aprox. (sin bases) | mm | 4135 | ||||
| in. | 163 | |||||
| * Las dimensiones se muestran en pulgadas redondeadas al décimo más cercano. ** Las dimensiones entre paréntesis ( ) muestran la altura por encima de la mesa. | ||||||
Especificaciones de servo prensa de bastidor unitario de 300 toneladas DSF-N2-3000
| MODELOS DSF-N2 | ||||||
| Datos Técnicos | Unidad | DSF-N2-3000 | ||||
| Capacidad de Tonelaje | kN | 3000 | ||||
| U.S. Ton | 330 | |||||
| Límite de capacidad (por arriba del punto muerto inferior) | mm | 6.0 | ||||
| in. | 0.236 | |||||
| Energía de Trabajo | J | 39000 | ||||
| in-U.S. Ton | 173 | |||||
| Longitud de Golpe (máximo) | mm | 300 | ||||
| in. | 11.81 | |||||
| GPM @ Golpe Completo (sin carga) | spm | 1 - 35 | ||||
| Longitud de Golpe, Totalmente Ajustable (contacte a AIDA para más ejemplos) | mm | 50 | 75 | 100 | 125 | 150 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | 5.9 | |
| GPM @ Longitud de Golpe Arriba | spm | 90 | 78 | 69 | 62 | 57 |
| Altura de Troquel (SDAU) | mm | 650 | ||||
| in. | 25.59 | |||||
| Ajuste de Corredera | mm | 130 | ||||
| in. | 5.12 | |||||
| Área de la Corredera (largo x ancho) | mm | 2400 x 900 | ||||
| in. | 94.5 x 35.4 | |||||
| Área de la Mesa (LR x FB) | mm | 2600 x 1200 | ||||
| in. | 102.4 x 47.2 | |||||
| Grosor de la Mesa | mm | 200 | ||||
| in. | 7.9 | |||||
| Apertura lateral ** | mm | 1220 x 690 (680) | ||||
| in. | 48.0 x 27.2 (26.8) | |||||
| Peso Máximo de la Parte Superior del Troquel | kg | 2300 | ||||
| lbs. | 5071 | |||||
| Capacidad del Motor Principal | kW | 120 | ||||
| hp | 160 | |||||
| Fuente de Alimentación | kVA | 69 | ||||
| Presión de Aire | MPa | 0.5 | ||||
| psi | 73 | |||||
| Posición del perno de cimentación (largo x ancho) | mm | 3260 x 1650 | ||||
| in. | 128.3 x 65.0 | |||||
| Dimensión de la Apertura de la Cama (largo x ancho) | mm | 2390 x 520 | ||||
| in. | 94.1 x 20.5 | |||||
| Dimensión del Interior del Bastidor | mm | 2550 | ||||
| in. | 100.4 | |||||
| Del Pie de la Prensa a la Mesa (sin bases) | mm | 1150 | ||||
| in. | 45.3 | |||||
| Dimensiones Generales (largo x ancho) | mm | 3725 x 3355 | ||||
| in. | 146.7 x 132.1 | |||||
| Altura Gral. Aprox. (sin bases) | mm | 4460 | ||||
| in. | 176 | |||||
| * Las dimensiones se muestran en pulgadas redondeadas al décimo más cercano. ** Las dimensiones entre paréntesis ( ) muestran la altura por encima de la mesa. | ||||||
DSF-N2, especificaciones de servo prensa de bastidor unitario de 110 – 300 toneladas
| MODELOS DSF-N2 | |||||||||||||||||||||||
| Datos Técnicos | Unidad | DSF-N2-1100 | DSF-N2-1600 | DSF-N2-2000 | DSF-N2-2500 | DSF-N2-3000 | |||||||||||||||||
| Capacidad de Tonelaje | kN | 1100 | 1600 | 2000 | 2500 | 3000 | |||||||||||||||||
| U.S. Ton | 121 | 176 | 220 | 275 | 330 | ||||||||||||||||||
| Límite de capacidad (por arriba del punto muerto inferior) | mm | 5.0 | 6.0 | 7.0 | 7.0 | 6.0 | |||||||||||||||||
| in. | 0.197 | 0.236 | 0.276 | 0.276 | 0.236 | ||||||||||||||||||
| Energía de Trabajo | J | 6000 | 9600 | 16500 | 28000 | 39000 | |||||||||||||||||
| in-U.S. Ton | 27 | 42 | 73 | 124 | 173 | ||||||||||||||||||
| Longitud de Golpe (máximo) | mm | 180 | 200 | 250 | 280 | 300 | |||||||||||||||||
| in. | 7.09 | 7.87 | 9.84 | 11.02 | 11.81 | ||||||||||||||||||
| GPM @ Golpe Completo (sin carga) | spm | 1 - 70 | 1 - 60 | 1 - 50 | 1 - 40 | 1 - 35 | |||||||||||||||||
| Longitud de Golpe, Totalmente Ajustable (contacte a AIDA para más ejemplos) | mm | 50 | 75 | 100 | 125 | 50 | 75 | 100 | 125 | 50 | 75 | 100 | 125 | 50 | 75 | 100 | 125 | 150 | 50 | 75 | 100 | 125 | 150 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | 2.0 | 3.0 | 3.9 | 4.9 | 2.0 | 3.0 | 3.9 | 4.9 | 2.0 | 3.0 | 3.9 | 4.9 | 5.9 | 2.0 | 3.0 | 3.9 | 4.9 | 5.9 | |
| GPM @ Longitud de Golpe Arriba | spm | 115 | 100 | 90 | 80 | 110 | 97 | 88 | 78 | 105 | 92 | 82 | 75 | 96 | 84 | 75 | 68 | 61 | 90 | 78 | 69 | 62 | 57 |
| Altura de Troquel (SDAU) | mm | 400 | 450 | 500 | 550 | 650 | |||||||||||||||||
| in. | 15.75 | 17.72 | 19.68 | 21.65 | 25.59 | ||||||||||||||||||
| Ajuste de Corredera | mm | 90 | 100 | 110 | 120 | 130 | |||||||||||||||||
| in. | 3.54 | 3.94 | 4.33 | 4.72 | 5.12 | ||||||||||||||||||
| Área de la Corredera (largo x ancho) | mm | 1360 x 520 | 1500 x 580 | 1850 x 650 | 2100 x 700 | 2400 x 900 | |||||||||||||||||
| in. | 53.5 x 20.5 | 59.1 x 22.8 | 72.8 x 25.6 | 82.7 x 27.6 | 94.5 x 35.4 | ||||||||||||||||||
| Área de la Mesa (LR x FB) | mm | 1660 x 680 | 1800 x 760 | 2150 x 840 | 2400 x 920 | 2600 x 1200 | |||||||||||||||||
| in. | 65.4 x 26.8 | 70.9 x 29.9 | 84.6 x 33.1 | 94.5 x 36.2 | 102.4 x 47.2 | ||||||||||||||||||
| Grosor de la Mesa | mm | 155 | 165 | 170 | 180 | 200 | |||||||||||||||||
| in. | 6.1 | 6.5 | 6.7 | 7.1 | 7.9 | ||||||||||||||||||
| Apertura lateral ** | mm | 700 x 440 (430) | 780 x 480 (470) | 860 x 520 (510) | 940 x 560 (550) | 1220 x 690 (680) | |||||||||||||||||
| in. | 27.6 x 17.3 (16.9) | 30.7 x 18.9 (18.5) | 33.9 x 20.5 (20.1) | 37.0 x 22.0 (21.7) | 48.0 x 27.2 (26.8) | ||||||||||||||||||
| Peso Máximo de la Parte Superior del Troquel | kg | 550 | 800 | 1200 | 1650 | 2300 | |||||||||||||||||
| lbs. | 1213 | 1764 | 2646 | 3638 | 5071 | ||||||||||||||||||
| Capacidad del Motor Principal | kW | 40 | 55 | 120 | 120 | 120 | |||||||||||||||||
| hp | 55 | 75 | 160 | 160 | 160 | ||||||||||||||||||
| Fuente de Alimentación | kVA | 26 | 35 | 43 | 61 | 69 | |||||||||||||||||
| Presión de Aire | MPa | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |||||||||||||||||
| psi | 73 | 73 | 73 | 73 | 73 | ||||||||||||||||||
| Posición del perno de cimentación (largo x ancho) | mm | 2090 x 1200 | 2270 x 1300 | 2620 x 1400 | 2920 x 1500 | 3260 x 1650 | |||||||||||||||||
| in. | 82.3 x 47.2 | 89.4 x 51.2 | 103.1 x 55.1 | 115.0 x 59.1 | 128.3 x 65.0 | ||||||||||||||||||
| Dimensión de la Apertura de la Cama (largo x ancho) | mm | 1480 x 350 | 1600 x 380 | 1900 x 460 | 2200 x 480 | 2390 x 520 | |||||||||||||||||
| in. | 58.3 x 13.8 | 63.0 x 15.0 | 74.8 x 18.1 | 86.6 x 18.9 | 94.1 x 20.5 | ||||||||||||||||||
| Dimensión del Interior del Bastidor | mm | 1730 | 1910 | 2050 | 2520 | 2550 | |||||||||||||||||
| in. | 68.1 | 75.2 | 80.7 | 99.2 | 100.4 | ||||||||||||||||||
| Del Pie de la Prensa a la Mesa (sin bases) | mm | 900 | 900 | 1000 | 1100 | 1150 | |||||||||||||||||
| in. | 35.4 | 35.4 | 39.4 | 43.3 | 45.3 | ||||||||||||||||||
| Dimensiones Generales (largo x ancho) | mm | 2515 x 2605 | 2695 x 2805 | 2960 x 2905 | 3255 x 3245 | 3725 x 3355 | |||||||||||||||||
| in. | 99.0 x 102.6 | 106.1 x 110.4 | 116.5 x 114.4 | 128.1 x 127.8 | 146.7 x 132.1 | ||||||||||||||||||
| Altura Gral. Aprox. (sin bases) | mm | 3080 | 3340 | 3730 | 4135 | 4460 | |||||||||||||||||
| in. | 121 | 131 | 147 | 163 | 176 | ||||||||||||||||||
| * Las dimensiones se muestran en pulgadas redondeadas al décimo más cercano. ** Las dimensiones entre paréntesis ( ) muestran la altura por encima de la mesa. | |||||||||||||||||||||||
Recursos técnicos
Videos, artículos e información adicional
Servoprensa de 200 toneladas con troquelado progresivoEste video muestra cómo Pinnacle Tool Works, Aurora, Ontario, Canadá, pudo aumentar la producción de 35 piezas por minuto en una prensa de movimiento tipo leva mecánico AIDA PMX-4000 de 400 toneladas a 50 piezas por minuto en una servoprensa AIDA DSF-N2-2000, serie DSF de 200 toneladas (se muestra más lento en el video debido al empaque manual de las piezas). Además, Pinnacle pudo reducir la tasa de desechos del 4% al 1%. AIDA-America suministró la prensa en 2017. Pinnacle también posee y opera una servoprensa de dos puntos de 300 toneladas AIDA DSF-N2-3000.
Ver más videos de AIDA en YouTubePreguntas frecuentes
 Respuestas a sus preguntas sobre AIDA y temas relacionados con la prensa
Respuestas a sus preguntas sobre AIDA y temas relacionados con la prensa Ofrecemos respuestas para todo tipo de preguntas comunes, ya sean de naturaleza técnica o tan simples como dónde buscar oportunidades profesionales. Algunos ejemplos de preguntas son: ¿Qué es HOLP? ¿Dónde se encuentra la instalación de AIDA más cercana? ¿Cómo podemos obtener una copia del manual para nuestra prensa de AIDA? ¿Qué es el tonelaje inverso? Visite nuestra sección de preguntas frecuentes para encontrar respuestas a sus preguntas.
Ver preguntas frecuentesDocumentos técnicos de AIDA-Tech
 Temas técnicos e información
Temas técnicos e información Temas como espaciado de conexiones, sistemas de guías de corredera, tonelaje inverso y más, los documentos técnicos de AIDA-Tech ofrecen información para una variedad de temas técnicos relacionados con prensas de estampado y operaciones de prensa.
Ver documentos técnicos de AIDA-TechArtículos de formación de metales
 Artículos de publicaciones de la industria
Artículos de publicaciones de la industria Contamos con una biblioteca de artículos de formado de metales de una variedad de publicaciones de la industria que cubren una amplia gama de temas centrados en operaciones de estampado y prensa. Los temas incluyen tecnología en prensa, tendencias del mercado y aplicaciones de prensa. Muchos de los artículos recopilados aquí han sido escritos o aportados por asociados de AIDA.
Ver artículos de formación de metalesSocios y recursos educativos
 Investigación y desarrollo
Investigación y desarrollo AIDA no solo invierte el 5% de los ingresos anuales en investigación y desarrollo internos, sino que también busca activamente y participa en investigaciones con instituciones educativas como el Centro para la Formación de Precisión (OSU), el Institut für Umformtechnik, Soldadura Edison y otros.
Más acerca de los socios educativosEstudios de aplicaciones y ensayos de troqueles
 Programe un Análisis de Aplicación o Prueba de Troquel, Hoy
Programe un Análisis de Aplicación o Prueba de Troquel, Hoy Estudios de aplicaciones y pruebas de herramentales realizados por AIDA demuestran, con sus propios troqueles y dibujos de las piezas, como la tecnología de estampado de AIDA puede tener múltiples beneficios a sus procesos de manufactura, tales como tasas de producción incrementadas, piezas de mayor calidad, reducción de desperdicio y mantenimiento reducido.
Estudios de aplicaciones y ensayos de troquelesCapacitación sobre aplicaciones ServoFormer
 Capacitación sobre controles de prensa servo
Capacitación sobre controles de prensa servo El Programa de Capacitación de Aplicaciones ServoFormer (SAT) de AIDA está diseñado para ayudarle a darse cuenta de los beneficios que las prensas servo pueden aportar a su operación de estampado. AIDA-America, ubicada en Dayton, OH, EE. UU., proporciona capacitación interna y en el sitio para los clientes y es un socio activo y de guardia a través de estudios de aplicación, ensayos de troquel y capacitación de operadores posterior a la compra.
Capacitación sobre aplicaciones de prensa servoOptimización de la prensa servo
Soluciones específicas de la aplicación AIDA entiende que para maximizar los beneficios que la tecnología de prensa servo puede aportar, las operaciones deben optimizarse. AIDA proporciona optimización del perfil de golpe en el piso para una productividad máxima.
Optimización de la Prensa ServoTecnología en prensa de estampado
 Sistemas de formación líderes en la industria
Sistemas de formación líderes en la industria Durante más de 100 años, AIDA ha estado desarrollando y fabricando productos especializados para la formación de metales, como prensas y equipos auxiliares relacionados, como transferencias, robots y alimentadores. La exclusiva tecnología en prensa de estampado de AIDA se utiliza en toda nuestra amplia gama de prensas, con una capacidad de 30 a 4000 toneladas.
Tecnología en prensa de estampadoTecnología de prensa servo
 El fabricante de prensas servo más experimentado
El fabricante de prensas servo más experimentado AIDA presentó las primeras prensas servo de estampado de accionamiento directo del mundo hace más de una década. Desde ese momento, AIDA ha continuado manteniendo la posición de líder tecnológico en el desarrollo de prensas de servo formado. Las prensas servo de la serie AIDA DSF (Direct Drive Servo Former) representan el pináculo de la ingeniería y la fabricación avanzadas en las industrias de prensas de estampado y moldeado de metales.
Tecnología de Prensa ServoTérminos y glosario
 Terminología de la industria de operaciones, componentes y prensa
Terminología de la industria de operaciones, componentes y prensa Los diferentes tipos de prensas pueden realizar una variedad de funciones, dependiendo de las herramientas. En esta sección de nuestro sitio web se explican las operaciones de prensa típicas y otros términos que se refieren a las características y funciones de la prensa, así como las características y diseños básicos de la prensa.
Ver términos y glosarioTestimonios de Usuarios
Clips & Clamps
 Servoprensa de Lados Rectos Dos-Puntos 300 Ton
Servoprensa de Lados Rectos Dos-Puntos 300 Ton "El hecho de que el servomotor mantenga su tonelaje a lo largo de la carrera durante el punto de quiebre es simplemente increíble."
Dundee Manufacturing
 Servoprensa de Lados Rectos Dos-Puntos 200 Ton
Servoprensa de Lados Rectos Dos-Puntos 200 Ton "Preguntamos al gerente de la planta: '¿Cómo son los costos de mantenimiento de matrices?' Y él respondió: '¿Qué costos de mantenimiento de matrices?'"
Ver testimonio del usuarioEngel Diversified Industries
 Servoprensa de Lados Rectos Dos-Puntos 300 Ton
Servoprensa de Lados Rectos Dos-Puntos 300 Ton "Estamos operando más rápido (modo péndulo), mejorando la precisión dimensional (control de carrera, incluida la permanencia en la parte inferior) y mejorando la vida útil del troquel entre afilados (menos tonelaje inverso)"
Ver testimonio del usuarioEngel Diversified Industries
 Servoprensa de Lados Rectos Dos-Puntos 300 Ton
Servoprensa de Lados Rectos Dos-Puntos 300 Ton "Tuvimos algunos problemas de desgarro de material con esta pieza en una prensa convencional. Cuando lo procesamos en modo péndulo, descubrimos que podíamos aumentar el rendimiento en un 60 por ciento"
Ver testimonio del usuarioGrant Group
 Servoprensa con Bastidor Unitario de 200 Toneladas
Servoprensa con Bastidor Unitario de 200 Toneladas "La calidad, velocidad y consistencia del ServoFormer de accionamiento directo AIDA lo convierten en la prensa del futuro."
Meier Tool & Engineering
 Servoprensa con Bastidor Unitario de 110 Toneladas
Servoprensa con Bastidor Unitario de 110 Toneladas "Necesitábamos poder controlar la velocidad de la corredera, no solo a lo largo de la carrera, sino durante el trabajo en el centro inferior muerto."
Metalstamp
 Servoprensa con Bastidor Unitario de 200 Toneladas
Servoprensa con Bastidor Unitario de 200 Toneladas "Como resultado de esta flexibilidad, hemos comenzado a cotizar trabajos que no podríamos haber considerado en el pasado, como hacer una pausa en un punto dado de la carrera para realizar soldadura láser o inserción de componentes."
Ver testimonio del usuarioPyper Tool & Engineering
 Servoprensa con Bastidor Unitario de 300 Toneladas
Servoprensa con Bastidor Unitario de 300 Toneladas "Pensé que una estrategia a largo plazo sería tener una servoprensa en nuestro taller de troquelado para que pudiéramos realizar investigaciones y desarrollos y desarrollar algunas técnicas nuevas."
Ver testimonio del usuarioRoyal Die & Stamping
 Servoprensa con Bastidor Unitario de 200 Toneladas
Servoprensa con Bastidor Unitario de 200 Toneladas "La carrera programable fue de gran ayuda en este trabajo, podríamos hacer el trabajo en otra prensa, pero estábamos teniendo problemas con la rotura de los pequeños marcajes."
Ver testimonio del usuarioSmall Parts Inc.
 Servoprensa de Lados Rectos Dos-Puntos 160 Ton
Servoprensa de Lados Rectos Dos-Puntos 160 Ton "El cambio del troquel no automotriz a la nueva prensa ya ha reducido el mantenimiento del troquel en un 50%, lo que se espera que aumente a una reducción del 60% al 70% cuando se completen más mejoras en las herramientas"
Ver testimonio del usuario