Gap Frame Mechanical Press NC2 Two-Point, From 110 - 250 Tons

Press Information
Press Information & Overview
High Quality, Industry Leading Mechanical Gap Frame Presses
- Highly rigid frame with low angular deflection
- Fast acting HOLP system (10 msec)
- AIDA Wet clutch and Brake
- 6-Point full length Bronze Gibs
- Brake stop-time monitoring display
- Automatic lubrication system for Gibs and Crankshaft Bearings
- AIDA MPC/SVC safety controller
- Quill mounted flywheel with a flywheel brake
- AC variable frequency drive
AIDA NC2 gap frame mechanical presses (also known as C frame mechanical presses) are available from 110 through 250 tons capacity. A compact rigid frame design minimizes the deflection rating and the low overall clearance minimizes reverse tonnage. The six-point slide guide system provides a long useful life. The wet-type clutch and brake provide higher intermittent rates and long life - important factors for hand-fed and top-stop applications.
An AC Variable frequency drive allows for wider speed ranges. The Quill mounted flywheel results in a larger bearing surface. The front to back mounted forged steel crankshaft along with hardened and precision ground gears are well suited for high stress blanking applications. Micro-Inching provides die setting at very low speeds. Additionally, an extensive spare parts inventory in Dayton, OH ensures continuous product support.
With over 3,000 AIDA mechanical gap frame presses installed in North America, it is easy to see that AIDA NC presses are an industry standard.
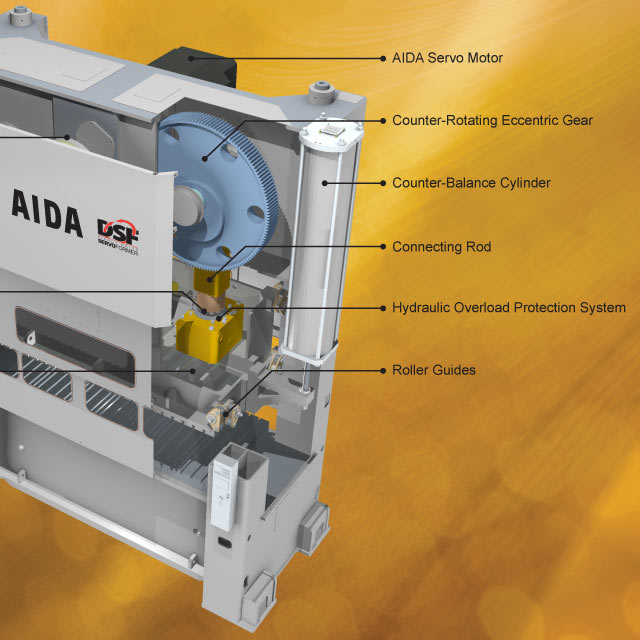
Press Features
AIDA NC2 Gap Frame Press Features

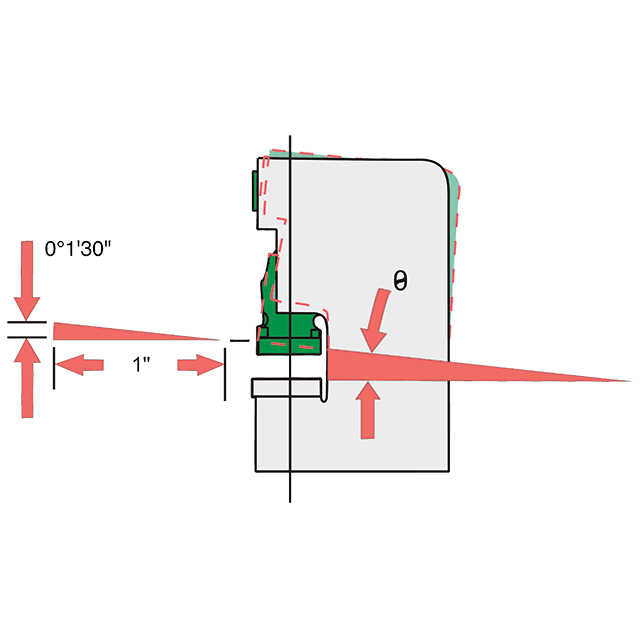
- Highly rigid frame to minimize deflection
![Low Angular Deflection Frame]()
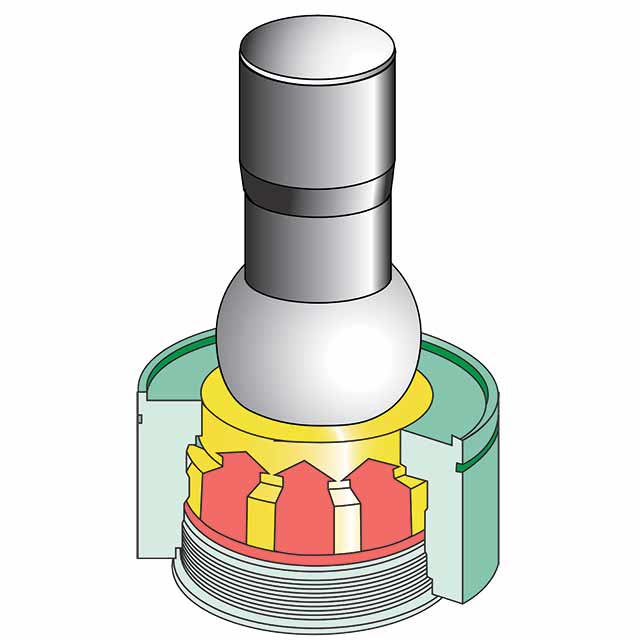
- Ball and Socket Connections
![AIDA Ball Type Connections]()
- Hydraulic Overload Protection System (HOLP)
![AIDA Hydraulic Overload Protection System (HOLP)]()
- AIDA Wet Clutch and Brake
![AIDA Wet Clutch and Brake]()
- Hardened & ground pinion and ground main gear
![AIDA ground main gear]()
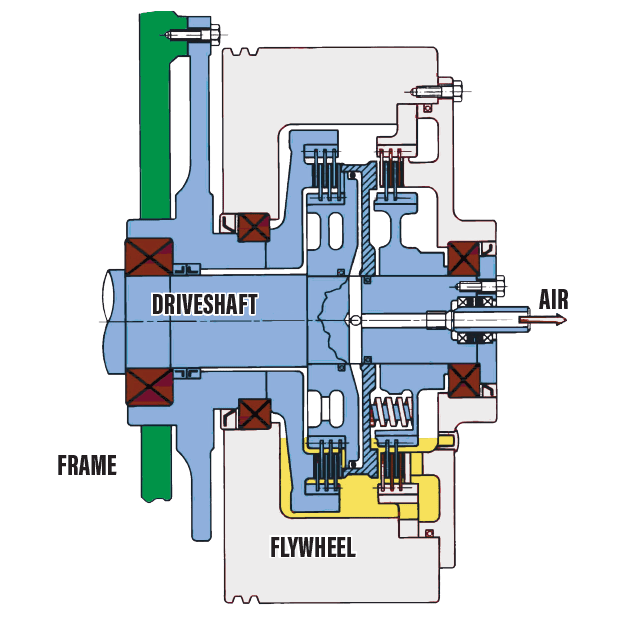
- Quill Mounted Flywheel
![AIDA Wet Type Clutch and Brake]()
- Additional Features & Benefits
- Installation and service support by AIDA factory trained technicians
- Angular frame deflection is 50% or less compared to competition
- The tightest clearances available in any gap frame press
- Flywheel brake
- Counterbalance lube pump
- Air blow-off with solenoid valve
- ASME certified air tanks
- Full length 6-point slide guides
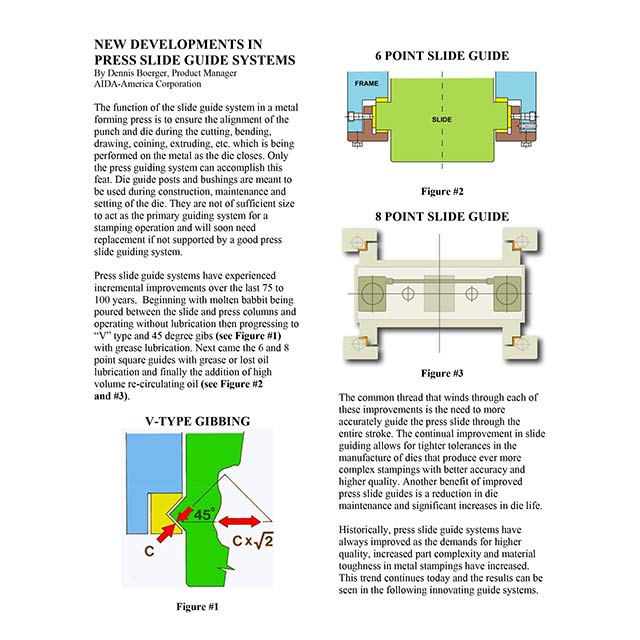
6-Point Slide Guide System
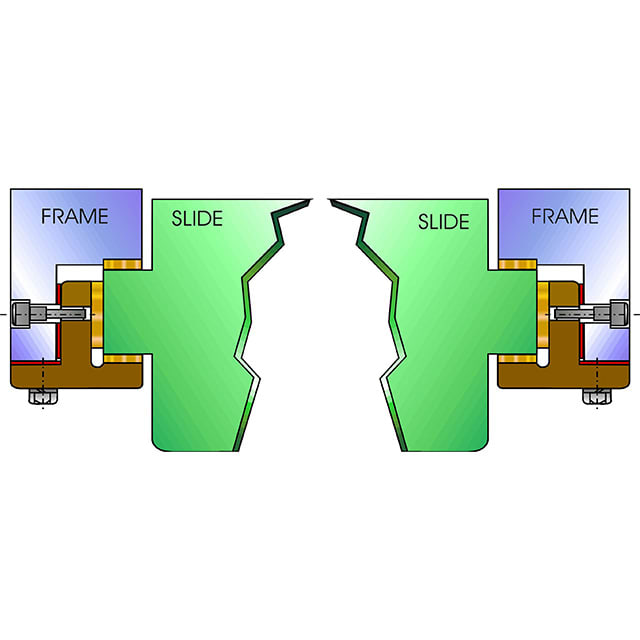 Simple, Yet Effective Slide Guide System for Stamping Presses
Simple, Yet Effective Slide Guide System for Stamping PressesExtra-long gibs with extensions on the slide minimize "tipping" of the slide within the guides and provide superior off-center guiding vs. industry standard
AIDA Wet Clutch and Brake
 High Single Cycle Rates, Low Mainenance
High Single Cycle Rates, Low MainenanceHigh performance torque transmission system for mechanical press drives. Very little heat generation and component wear so performance does not deteriorate over time.
Ball and Socket Connections
 Improved Design When Compared to Wrist Pin Connections
Improved Design When Compared to Wrist Pin ConnectionsEliminate one of the largest maintenance costs of a stamping press: the wrist pin slide connections. Designed to withstand the rigors of heavy stamping.
Hard Guarding & Light Curtains
 Protect Operators & Provide Safety
Protect Operators & Provide SafetyUsed to protect operators from getting too close to a press while its moving. Standard configuration mounted to side mesh guarding.
High Precision Drivetrain System
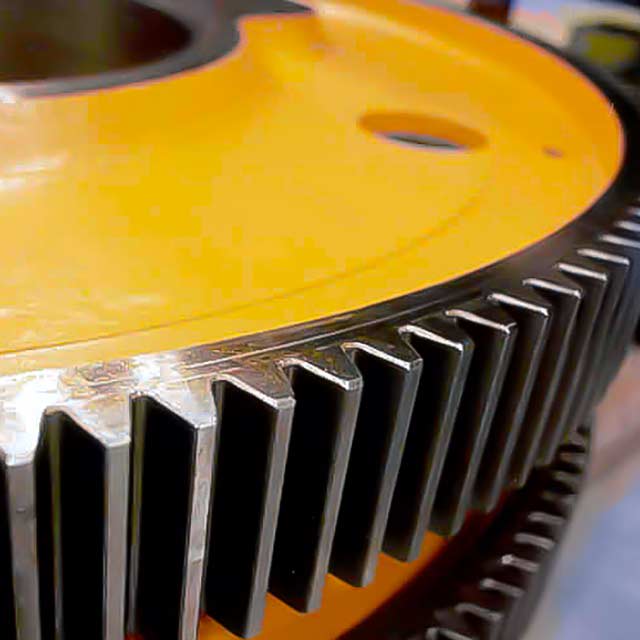 Utilizes Hardened and Ground Pinion and Main Gears
Utilizes Hardened and Ground Pinion and Main GearsProvides industry minimal backlash resulting in improved press accuracy. Integrated hardened pinion minimizes required gear diameters and related drivetrain inertia.
HOLP
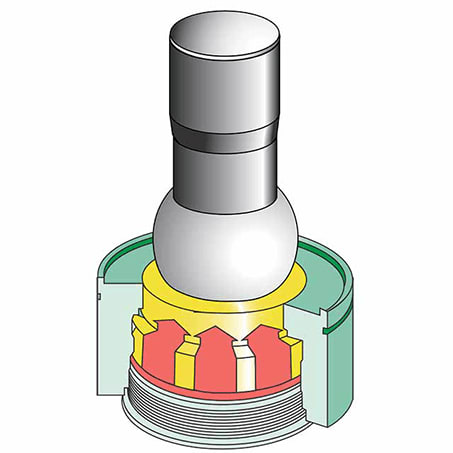 Hydraulic Overload Protection System
Hydraulic Overload Protection SystemAIDA's press technology - the industry's fastest protection system. When overload occurs, oil evacuates 360 degrees around the ball seat with minimum oil flow resistance as compared to conventional systems
Quill Mounted Flywheel
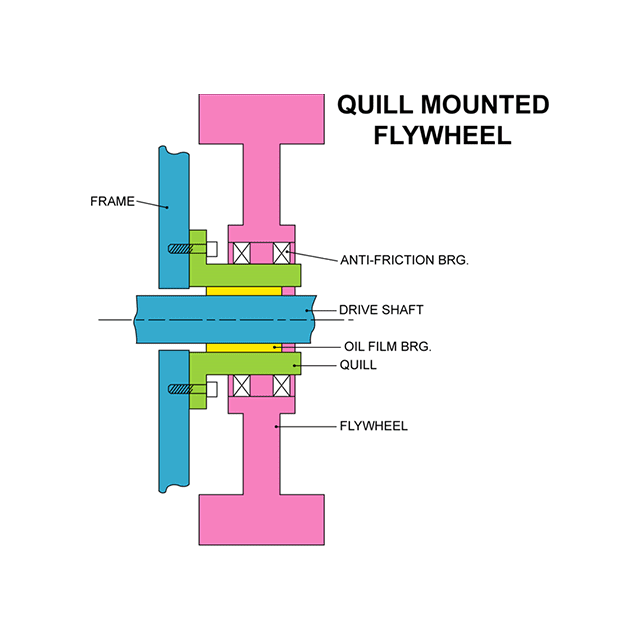 Increases the Life of the Flywheel and Main Driveshaft Bearings
Increases the Life of the Flywheel and Main Driveshaft BearingsThe flywheel is mounted on a quill that is attached to the press frame. The driveshaft passes through the quill and operates in an oil film bearing.
Rigid Gap Press Frame
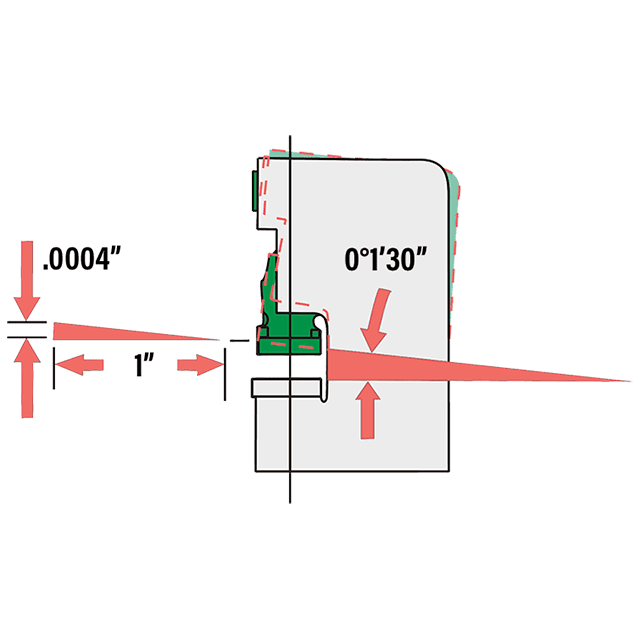 Low Deflection Produces Better Press Performance
Low Deflection Produces Better Press PerformanceLowest angual deflection in the industry (0.0004" per inch of throat depth). FEA modeled design. Welded high grade steel plate construction.
Press Specifications
NC2 Mechanical Gap Frame Press Specifications
| 110 Ton | 160 Ton |
| 200 Ton | 250 Ton |
| Specifications PDF | |
| 110 - 250 Ton | Specifications PDF |
NC2-1100, 110 Ton Mechanical Gap Frame Press Specifications
| NC2 MODELS | |||
| Press Technical Data | Unit | NC2-1100 | |
| (1) E | (2) E | ||
| Tonnage Capacity | kN | 1100 | |
| U.S. ton | 121 | ||
| Tonnage Rating Point | mm | 5 | |
| in. | 0.2 | ||
| Full Stroke Length | mm | 110 | 180 |
| in. | 4.3 | 7.1 | |
| SPM (No Load) | spm | 55~110 | 35~70 |
| Die Height (SDAU) | mm | 350 | 400 |
| in. | 13.78 | 15.75 | |
| Slide Adjustment | mm | 90 | |
| in. | 3.5 | ||
| Slide Area (LR x FB) | mm | 1360 x 520 | |
| in. | 53.5 x 20.5 | ||
| Bolster Area (LR x FB) | mm | 1880 x 520 | 1880 x 680 |
| in. | 74.0 x 20.5 | 74.0 x 26.8 | |
| Throat Depth | mm | 270 | 350 |
| in. | 10.6 | 13.8 | |
| Inside Frame Dimension | mm | 1470 | |
| in. | 57.9 | ||
| Bolster Thickness | mm | 155 | |
| in. | 6.1 | ||
| Maximum Upper Die Weight | kg | 550 | |
| lb. | 1213 | ||
| Main Motor Capacity | kW | 11 | |
| HP | 15 | ||
| Required Air Pressure | Mpa | 0.5 | |
| psi | 73 | ||
NC2-1600, 160 Ton Mechanical Gap Frame Press Specifications
| NC2 MODELS | |||
| Press Technical Data | Unit | NC2-1600 | |
| (1) E | (2) E | ||
| Tonnage Capacity | kN | 1600 | |
| U.S. ton | 176 | ||
| Tonnage Rating Point | mm | 6 | |
| in. | 0.2 | ||
| Full Stroke Length | mm | 130 | 200 |
| in. | 5.1 | 7.9 | |
| SPM (No Load) | spm | 50~95 | 30~60 |
| Die Height (SDAU) | mm | 400 | 450 |
| in. | 15.75 | 17.72 | |
| Slide Adjustment | mm | 100 | |
| in. | 3.9 | ||
| Slide Area (LR x FB) | mm | 1500 x 580 | |
| in. | 59.1 x 22.8 | ||
| Bolster Area (LR x FB) | mm | 2040 x 600 | 2040 x 760 |
| in. | 80.3 x 23.6 | 80.3 x 29.9 | |
| Throat Depth | mm | 310 | 390 |
| in. | 12.2 | 15.4 | |
| Inside Frame Dimension | mm | 1590 | |
| in. | 62.6 | ||
| Bolster Thickness | mm | 165 | |
| in. | 6.5 | ||
| Maximum Upper Die Weight | kg | 800 | |
| lb. | 1764 | ||
| Main Motor Capacity | kW | 15 | |
| HP | 20 | ||
| Required Air Pressure | Mpa | 0.5 | |
| psi | 73 | ||
NC2-2000, 200 Ton Mechanical Gap Frame Press Specifications
| NC2 MODELS | |||
| Press Technical Data | Unit | NC2-2000 | |
| (1) E | (2) E | ||
| Tonnage Capacity | kN | 2000 | |
| U.S. ton | 220 | ||
| Tonnage Rating Point | mm | 7 | |
| in. | 0.3 | ||
| Full Stroke Length | mm | 150 | 250 |
| in. | 5.9 | 9.8 | |
| SPM (No Load) | spm | 40~80 | 30~50 |
| Die Height | mm | 450 | 500 |
| in. | 17.72 | 19.68 | |
| Slide Adjustment | mm | 110 | |
| in. | 4.3 | ||
| Slide Area (LR x FB) | mm | 1850 x 650 | |
| in. | 72.8 x 25.6 | ||
| Bolster Area (LR x FB) | mm | 2420 x 680 | 2420 x 840 |
| in. | 95.3 x 26.8 | 95.3 x 33.1 | |
| Throat Depth | mm | 350 | 430 |
| in. | 13.8 | 16.9 | |
| Inside Frame Dimension | mm | 1920 | |
| in. | 75.6 | ||
| Bolster Thickness | mm | 170 | |
| in. | 6.7 | ||
| Maximum Upper Die Weight | kg | 1200 | |
| lb. | 2646 | ||
| Main Motor Capacity | kW | 22 | |
| HP | 30 | ||
| Required Air Pressure | Mpa | 0.5 | |
| psi | 73 | ||
NC2-2500, 250 Ton Mechanical Gap Frame Press Specifications
| NC2 MODELS | |||
| Press Technical Data | Unit | NC2-2500 | |
| (1) E | (2) E | ||
| Tonnage Capacity | kN | 2500 | |
| U.S. ton | 275 | ||
| Tonnage Rating Point | mm | 7 | |
| in. | 0.3 | ||
| Stroke Length | mm | 170 | 280 |
| in. | 6.7 | 11.0 | |
| SPM (No Load) | spm | 30~60 | 20~40 |
| Die Height | mm | 450 | 550 |
| in. | 17.72 | 21.65 | |
| Slide Adjustment Range | mm | 120 | |
| in. | 4.7 | ||
| Slide Area (LR x FB) | mm | 2100 x 700 | |
| in. | 82.7 x 27.6 | ||
| Bolster Area (LR x FB) | mm | 2700 x 760 | 2700 x 920 |
| in. | 106.3 x 29.9 | 106.3 x 36.2 | |
| Throat Depth | mm | 390 | 470 |
| in. | 15.4 | 18.5 | |
| Inside Frame Dimension | mm | 2190 | |
| in. | 86.2 | ||
| Bolster Thickness | mm | 180 | |
| in. | 7.1 | ||
| Maximum Upper Die Weight | kg | 1650 | |
| lb. | 3638 | ||
| Main Motor Capacity | kW | 30 | |
| HP | 40 | ||
| Required Air Pressure | Mpa | 0.5 | |
| psi | 73 | ||
NC2, 110 - 250 Ton Mechanical Gap Frame Press Specifications
| NC2 MODELS | |||||||||
| Press Technical Data | Unit | NC2-1100 | NC2-1600 | NC2-2000 | NC2-2500 | ||||
| (1) E | (2) E | (1) E | (2) E | (1) E | (2) E | (1) E | (2) E | ||
| Tonnage Capacity | kN | 1100 | 1600 | 2000 | 2500 | ||||
| U.S. ton | 121 | 176 | 220 | 275 | |||||
| Tonnage Rating Point | mm | 5 | 6 | 7 | 7 | ||||
| in. | 0.20 | 0.2 | 0.3 | 0.3 | |||||
| Full Stroke Length | mm | 110 | 180 | 130 | 200 | 150 | 250 | 170 | 280 |
| in. | 4.3 | 7.1 | 5.1 | 7.9 | 5.9 | 9.8 | 6.7 | 11.0 | |
| SPM (No Load) | spm | 55~110 | 35~70 | 50~95 | 30~60 | 40~80 | 30~50 | 30~60 | 20~40 |
| Die Height (SDAU) | mm | 350 | 400 | 400 | 450 | 450 | 500 | 450 | 550 |
| in. | 13.78 | 15.75 | 15.75 | 17.72 | 17.72 | 19.68 | 17.72 | 21.65 | |
| Slide Adjustment | mm | 90 | 100 | 110 | 120 | ||||
| in. | 3.5 | 3.9 | 4.3 | 4.7 | |||||
| Slide Area (LR x FB) | mm | 1360 x 520 | 1500 x 580 | 1850 x 650 | 2100 x 700 | ||||
| in. | 53.5 x 20.5 | 59.1 x 22.8 | 72.8 x 25.6 | 82.7 x 27.6 | |||||
| Bolster Area (LR x FB) | mm | 1880 x 520 | 1880 x 680 | 2040 x 600 | 2040 x 760 | 2420 x 680 | 2420 x 840 | 2700 x 760 | 2700 x 920 |
| in. | 74.0 x 20.5 | 74.0 x 26.8 | 80.3 x 23.6 | 80.3 x 29.9 | 95.3 x 26.8 | 95.3 x 33.1 | 106.3 x 29.9 | 106.3 x 36.2 | |
| Throat Depth | mm | 270 | 350 | 310 | 390 | 350 | 430 | 390 | 470 |
| in. | 10.6 | 13.8 | 12.2 | 15.4 | 13.8 | 16.9 | 15.4 | 18.5 | |
| Inside Frame Dimension | mm | 1470 | 1590 | 1920 | 2190 | ||||
| in. | 57.9 | 62.6 | 75.6 | 86.2 | |||||
| Bolster Thickness | mm | 155 | 165 | 170 | 180 | ||||
| in. | 6.1 | 6.5 | 6.7 | 7.1 | |||||
| Maximum Upper Die Weight | kg | 550 | 800 | 1200 | 1650 | ||||
| lb. | 1213 | 1764 | 2646 | 3638 | |||||
| Main Motor Capacity | kW | 11 | 15 | 22 | 30 | ||||
| HP | 15 | 20 | 30 | 40 | |||||
| Required Air Pressure | Mpa | 0.5 | 0.5 | 0.5 | 0.5 | ||||
| psi | 73 | 73 | 73 | 73 | |||||
Technical Resources
Frequently Asked Questions
 Answers to Your Questions about AIDA and Press Related Topics
Answers to Your Questions about AIDA and Press Related Topics We offer answers for all types of common questions - whether technical in nature or as simple as where to look for career opportunities. Examples of some questions are: What is HOLP? Where is the closest AIDA facility located? How can we get a copy of the manual for our AIDA press? What is reverse tonnage? Visit our frequently answered questions section to find answers to your questions.
View Frequently Asked QuestionsAIDA-Tech White Papers
 Technical Topics & Information
Technical Topics & Information Topics such as connections spacing, slide guiding systems, reverse tonnage and more, AIDA-Tech White papers offer information for a variety of technical subjects related to stamping presses and press operations.
View AIDA-Tech White PapersMetalforming Articles
 Articles from Industry Publications
Articles from Industry Publications We maintain a library of metalforming articles from a variety of industry publications covering a wide range of topics centered on stamping and press operations. Topics include press technology, market trends, and press applications. Many of the articles collected here have been authored by or contributed to by AIDA associates.
View Metalforming ArticlesAIDA Press User Testimonials
 Case Studies from Stampers
Case Studies from Stampers AIDA press users describe their companies and business operations, as well as, how they have used AIDA technology to achieve their production goals and expand their capacity and capabilities. Examples are provided from many different types of companies from job shops, to tier suppliers, to OEMs. Read on to see how leaders in many industries have successfully partnered with AIDA.
View User TestimonialsApplications Studies & Die Trials
 Schedule an Application Review or Die Trial, Today
Schedule an Application Review or Die Trial, Today Application studies and die trials provided by AIDA prove, with your own dies and part drawings, how AIDA stamping press technology can have multiple benefits to your manufacturing operations, including increased production rates, higher quality parts, reduced scrap, and reduced maintenance.
Applications Studies & Die TrialsStamping Press Technology
 Industry Leading Forming Systems
Industry Leading Forming Systems For over 100 years AIDA has been developing and manufacturing specialized metalforming products like metal stamping presses and related automation equipment, such as transfers, robots, and feeders. AIDA's exclusive stamping press technology is used throughout our wide range of presses, from 30 through 4,000 tons capacity.
Stamping Press TechnologyEducational Partners & Resources
 Research and Development
Research and Development Not only does AIDA invest 5% of annual revenue towards internal research and development, but AIDA also actively seeks and participates in research with educational institutions such as the Center for Precision Forming (OSU), Institut für Umformtechnik, Edison Welding and others.
More About Educational PartnersTerms & Glossary
 Operations, Components, & Press Industry Terminology
Operations, Components, & Press Industry Terminology A variety of functions may be performed by many different types of presses, depending upon the tooling. Typical press operations and other terms referring to press features and functions, as well as basic press characteristics and designs are explained in this section of our website.
View Terms & GlossaryUser Testimonials
E-Lite Tool & Manufacturing
 160 Ton Two-Point Gap Frame Stamping Press
160 Ton Two-Point Gap Frame Stamping Press "We have to depend on better equipment that has the capability to make us more efficient. Being able to perform draw, progressive die and blanking operations all on one press is an advantage."
View User TestimonialTenere Dresser
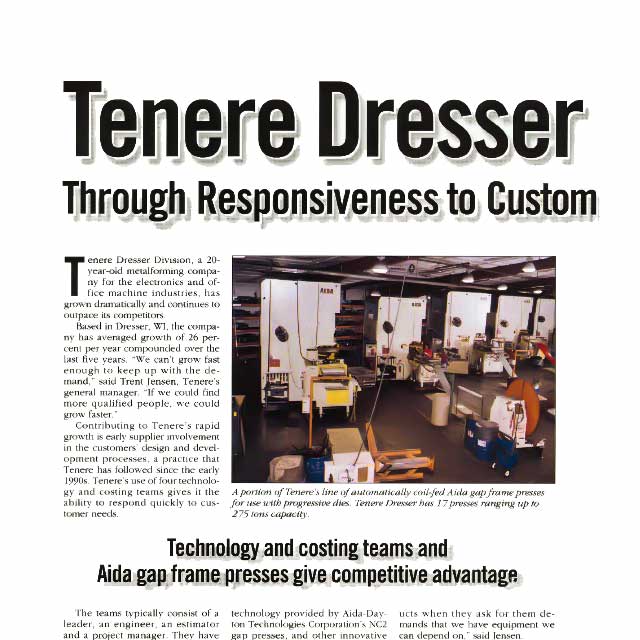 250 Ton Two-Point Gap Frame Mechanical Stamping Press
250 Ton Two-Point Gap Frame Mechanical Stamping Press "In just six months, our toolmakers and setup operators were asking us to buy additional AIDA gap presses because of their easy setup and unique micro inch capabilities."
View User Testimonial